塑胶模具加工技术的创新,各种新型模具材料的广泛应用,模具零件的标准化、专业化,迫使我们加快设计速度,适应模具的发展。
速度的提高要求设计段在3天左右完成;塑胶模具精度的提高要求在设计过程中要明确考虑各部分的加工方法,尽量采用精度高、加工成本低的加工方法。精度和速度的提高是一致的。速度的提高必然要求精度的提高;精度的提高必然导致速度的提高。
1.结构体系:模板、支撑柱、限位柱等。
2.成型系统:母模芯、公模芯、镶件等。
3.浇注系统:主流道、分支流道、浇口、冷渣井等。
4.导向定位系统:导柱、导套、零度精密定位、锥度精密定位等。
5.顶出系统:顶针、气缸针、推板、气顶、螺纹顶出、复合顶出等。
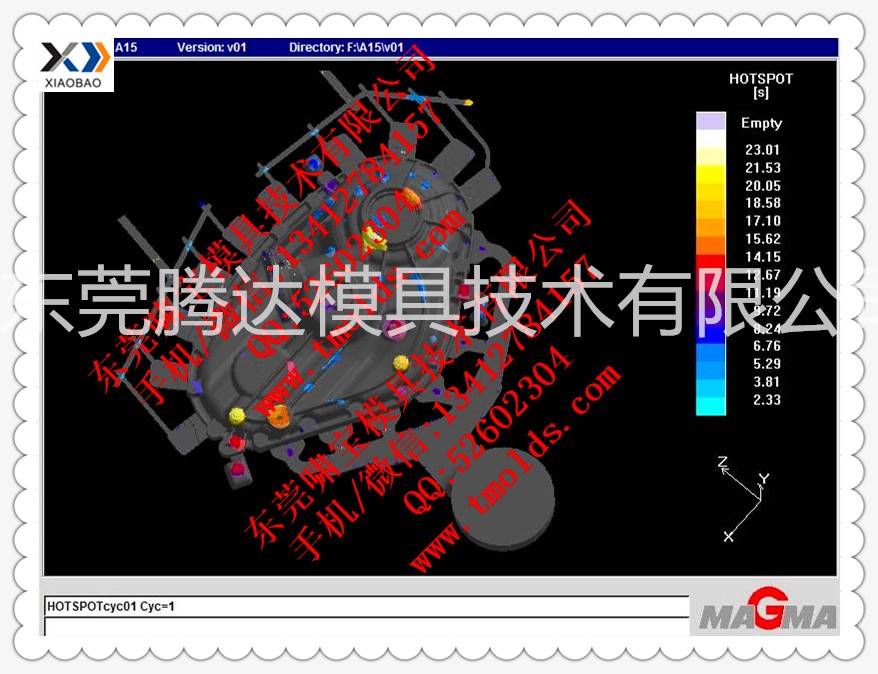
6.温控系统:水道、水塔、喷头等。
7.排气系统:分型面排气、镶块排气、顶针排气、排钢等。
8.抽芯系统:前模抽芯、后抽芯、斜顶等。
9.标准件系统:螺丝、套管、防水环等。
10.复位系统:微动开关、强制复位等。
锐化法
有很多方法可以磨快模具,这可以通过一个特殊的磨刀器或在平面磨床上实现。冲头和下模的刃磨频率一般为4:1。磨刀后请调整模具高度。
(1) 不正确的锐化方法的危害:不正确的锐化会加剧模具刀刃的快速损坏,导致每次锐化的锤击次数大大减少。
(2) 正确的刃磨方法的好处:定期对模具进行刃磨,可使冲孔质量和精度保持稳定。模具的刀刃损坏缓慢,使用寿命较长。
形成五大参数:
1)压力:包括注射压力、保压、夹紧力、背压、喷射压力、水压等。
2)速度:包括注射速度、开闭速度、储存速度、弹射速度等。
3)温度:管材温度、模具温度、冷却介质温度、原半干燥温度等。
4)时间:注射时间、保温时间、冷却时间、成型基础等。
5)位置:储料计量位置、松料、射段切换位置、保压切换点、开模位置、顶出位置
双色模具的标准做法是,软橡胶和硬橡胶应收缩。两个模具完全相同。这两个模具是不同的。这两个模具安装在注塑机上。一致),将道硬橡胶胶合(小喷嘴胶合在胶中)后,将模具旋转180度,第二道为软橡胶,然后将产品弹出。这叫做双色模具。
硬橡胶先收缩,啤酒制品放入第二腔软橡胶,硬橡胶芯(软橡胶不收缩)。注射成型后,硬橡胶将起到限制软橡胶变形的作用。您可以等待T1,然后进行大小补偿。